
Өнүккөн композиттер тармагынын негизги мүчөсү катары, уникалдуу касиеттери менен ультра кыска көмүртек буласы көптөгөн өнөр жай жана технологиялык тармактарда кеңири көңүл бурган. Ал материалдардын жогорку өндүрүмдүүлүгү үчүн жаңы чечимди камсыз кылат жана аны колдонуунун технологияларын жана процесстерин терең түшүнүү байланыштуу тармактарды өнүктүрүү үчүн абдан маанилүү.
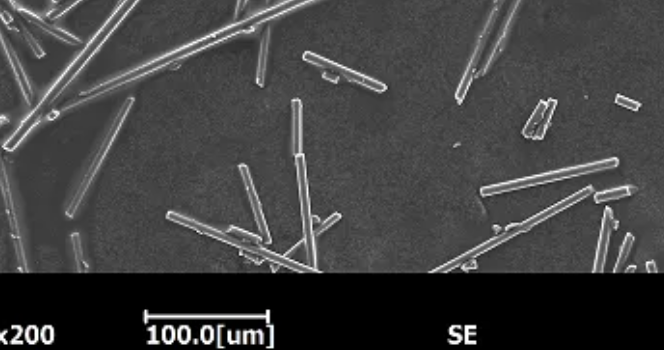
Ультра кыска көмүртек булаларынын электрондук микросүрөттөрү
Адатта, өтө кыска көмүртек булаларынын узундугу 0,1 – 5 мм, ал эми алардын тыгыздыгы 1,7 – 2 г/см³ төмөн. Төмөн тыгыздыгы 1,7 – 2,2 г/см³, чыңалууга бекемдиги 3000 – 7000 МПа жана ийкемдүүлүк модулу 200 – 700 ГПа, бул эң сонун механикалык касиеттери аны жүк көтөрүүчү конструкцияларда колдонуу үчүн негиз түзөт. Мындан тышкары, ал эң сонун жогорку температурага туруштук бере алат жана кычкылданбаган атмосферада 2000 ° C жогору температурага туруштук бере алат.
Аэрокосмикалык чөйрөдө ультра кыска көмүртек буласын колдонуу технологиясы жана процесси
Аэрокосмос тармагында, ультра кыска көмүртек буласы, негизинен, бекемдөө үчүн колдонулатчайырматрицалык композиттер. Технологиянын ачкычы - көмүртек буласын чайырдын матрицасында бирдей дисперстүү кылуу. Мисалы, ультраүн дисперсиялык технологияны кабыл алуу көмүртек буласынын агломерациясынын көрүнүшүн натыйжалуу бузуп, дисперсиялык коэффициент 90% дан ашат, бул материалдык касиеттердин ырааттуулугун камсыз кылат. Ошол эле учурда, пайдалануу сыяктуу була бетинин тазалоо технологиясын колдонуубириктирүүчү агентдарылоо, жасай алаткөмүртек буласыжана чайыр интерфейсинин байланыш күчү 30% - 50% га көбөйдү.
Самолеттун канаттарын жана башка конструкциялык тетиктерди жасоодо ысык пресстөөчү резервуар процессин колдонуу. Биринчиден, ультра-кыска көмүртек була жана чайыр ысык пресс танкка катмарланган prepreg жасалган белгилүү бир үлүшү менен аралаштырылган. Андан кийин 120 – 180°C температурада жана 0,5 – 1,5МПа басымда айыктырат жана калыпка салынат. Бул процесс өнүмдөрдүн тыгыздыгын жана жогорку өндүрүмдүүлүгүн камсыз кылуу үчүн композициялык материалдагы аба көбүктөрүн эффективдүү чыгара алат.
Ультра кыска көмүртек буласын автомобиль өнөр жайында колдонуунун технологиясы жана процесстери
Автоунаа тетиктерине өтө кыска көмүртек буласын колдонууда анын негизги материал менен шайкештигин жакшыртууга көңүл бурулат. Конкреттүү компатибилизаторлорду кошуу менен, көмүртек булаларынын жана базалык материалдардын ортосундагы фаза аралык адгезия (мисполипропилен, ж.б.) болжол менен 40% көбөйтүлүшү мүмкүн. Ошол эле учурда, татаал стресс чөйрөдө анын ишин жакшыртуу үчүн, була багыт дизайн технологиясы бөлүгүндө стресс багытына ылайык була тегиздөө багытын жөнгө салуу үчүн колдонулат.
Инжектордук формалоо процесси көбүнчө унаа капоттору сыяктуу тетиктерди өндүрүүдө колдонулат. Ультра кыска көмүртек булалары пластикалык бөлүкчөлөр менен аралашып, андан кийин жогорку температура жана басым аркылуу көктүн көңдөйүнө куюлат. Инъекциянын температурасы жалпысынан 200 - 280 ℃, инъекциянын басымы 50 - 150 МПа. Бул процесс татаал формадагы бөлүктөрдү тез калыптандырууну ишке ашыра алат жана продукциядагы көмүртек булаларынын бирдей бөлүштүрүлүшүн камсыздай алат.
Электроника тармагында ультра кыска көмүртек буласын колдонуунун технологиясы жана процесси
Электрондук жылуулук диссипациялоо тармагында өтө кыска көмүртек булаларынын жылуулук өткөрүмдүүлүгүн колдонуу маанилүү. Көмүртек буласынын графиттештирүү даражасын оптималдаштыруу менен анын жылуулук өткөрүмдүүлүгүн 1000 Вт/(мК) чейин көбөйтүүгө болот. Ошол эле учурда, анын электрондук компоненттери менен жакшы байланышты камсыз кылуу үчүн, мисалы, химиялык никелден каптоо сыяктуу жер үстүндөгү металлдаштыруу технологиясы, көмүртек буласынын беттик каршылыгын 80% дан ашык азайтышы мүмкүн.
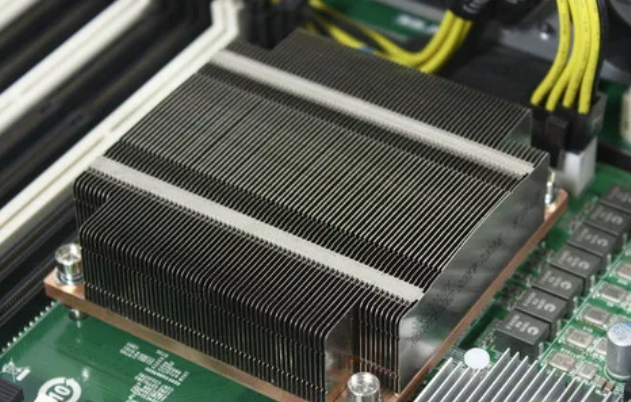
Порошок металлургия процесси компьютердик CPU радиаторлорун өндүрүүдө колдонулушу мүмкүн. Ультра кыска көмүртек буласы металл порошок (мисалы, жез порошок) менен аралаштырылган жана жогорку температура жана басым астында агломерацияланат. Агломерациянын температурасы жалпысынан 500 – 900°C, басымы 20 – 50 МПа. Бул процесс көмүртек буласына металл менен жакшы жылуулук өткөрүүчү каналды түзүүгө мүмкүндүк берет жана жылуулукту таркатуунун натыйжалуулугун жакшыртат.
Технологияны жана процессти оптималдаштырууну тынымсыз инновациялоо менен аэрокосмостук өнөр жайдан автомобиль өнөр жайына чейин электроникага чейин, өтө кыскакөмүртек буласызаманбап илим жана техника жана өнөр жай өнүгүүсү үчүн дагы кубаттуу күч киргизип, көбүрөөк тармактарда жаркырайт.
Посттун убактысы: 20-декабрь-2024