
Sem lykilþáttur í þróun háþróaðra samsettra efna hefur ofurstuttur kolefnisþráður, með einstökum eiginleikum sínum, vakið mikla athygli á mörgum iðnaðar- og tæknisviðum. Hann býður upp á glænýja lausn fyrir hágæða efni og ítarleg skilningur á notkunartækni og ferlum hans er nauðsynlegur til að knýja áfram þróun skyldra atvinnugreina.
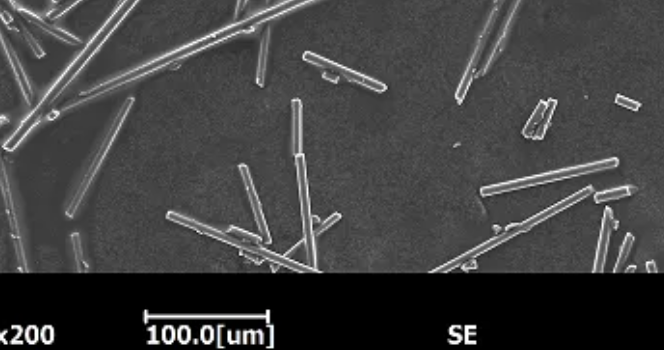
Rafeindasmásjármyndir af örstuttum kolefnisþráðum
Venjulega er lengd ofurstuttra kolefnisþráða á bilinu 0,1 – 5 mm og eðlisþyngd þeirra er lág, eða 1,7 – 2 g/cm³. Með lágan eðlisþyngd upp á 1,7 – 2,2 g/cm³, togstyrk upp á 3000 – 7000 MPa og teygjanleikastuðul upp á 200 – 700 GPa, mynda þessir framúrskarandi vélrænu eiginleikar grunninn að notkun þess í burðarvirkjum. Að auki hefur það framúrskarandi hitaþol og þolir háan hita yfir 2000°C í óoxandi andrúmslofti.
Notkunartækni og ferli ultra-stuttra kolefnisþráða í geimferðasviði
Í geimferðaiðnaðinum eru mjög stuttar kolefnisþræðir aðallega notaðir til að styrkjaplastefniFylkissamsetningar. Lykilatriði tækninnar er að dreifa kolefnisþráðum jafnt í plastefnisfylkinu. Til dæmis getur notkun ómskoðunardreifingartækni á áhrifaríkan hátt brotið gegn fyrirbærinu þar sem kolefnisþræðir safnast saman, þannig að dreifistuðullinn nái meira en 90% og tryggir samræmi efniseiginleika. Á sama tíma er notkun yfirborðsmeðhöndlunartækni fyrir trefjar, svo sem notkun á...tengiefnimeðferð, getur gert þaðkolefnisþráðurog styrkur tengis við plastefni jókst um 30% – 50%.
Við framleiðslu á flugvélavængjum og öðrum burðarhlutum er notað heitpressunarferli. Fyrst er mjög stuttum kolefnisþráðum og plastefni blandað saman við ákveðið hlutfall af prepreg og sett í heitpressunartankinn. Það er síðan hert og mótað við hitastig upp á 120-180°C og þrýsting upp á 0,5-1,5 MPa. Þetta ferli getur losað loftbólur úr samsettu efninu á áhrifaríkan hátt til að tryggja þéttleika og hágæða vörunnar.
Tækni og ferli fyrir notkun á ultra-stuttum koltrefjum í bílaiðnaðinum
Þegar mjög stuttar kolefnisþræðir eru notaðir í bílahluti er áherslan lögð á að bæta eindrægni þeirra við grunnefnið. Með því að bæta við sérstökum samrýmanleikaefnum er hægt að auka viðloðun kolefnisþráða og grunnefna (t.d.pólýprópýleno.s.frv.) er hægt að auka um 40%. Á sama tíma, til að bæta afköst þess í flóknu álagsumhverfi, er hönnunartækni fyrir trefjastefnu notuð til að aðlaga stefnu trefjajöfnunar í samræmi við álagsstefnu hlutans.
Sprautumótunarferlið er oft notað við framleiðslu á hlutum eins og bílavélarhlífum. Ofurstuttar kolefnisþræðir eru blandaðir saman við plastagnir og síðan sprautaðir inn í mótholið við hátt hitastig og þrýsting. Sprautuhitastigið er almennt 200 - 280 ℃ og sprautuþrýstingurinn er 50 - 150 MPa. Þetta ferli getur framkvæmt hraða mótun flókinna hluta og tryggt jafna dreifingu kolefnisþráða í vörunum.
Tækni og ferli við notkun ultra-stuttra kolefnisþráða á rafeindasviði
Á sviði rafeindabúnaðar er nýting varmaleiðni ofurstuttra kolefnisþráða lykilatriði. Með því að hámarka grafítmyndunarstig kolefnisþráða er hægt að auka varmaleiðni þeirra í meira en 1000W/(mK). Til að tryggja góða snertingu við rafeindabúnað getur yfirborðsmálmmyndunartækni, svo sem efnafræðileg nikkelhúðun, dregið úr yfirborðsviðnámi kolefnisþráða um meira en 80%.
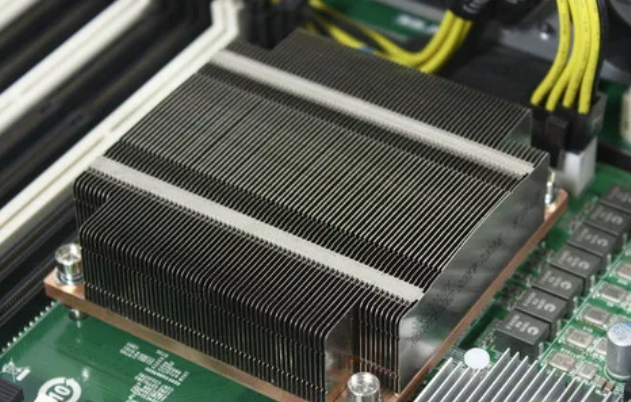
Duftmálmvinnsluferli er hægt að nota við framleiðslu á kælibúnaði fyrir örgjörva tölvu. Ofurstuttu kolefnisþráðunum er blandað saman við málmduft (t.d. kopardufti) og sintrað við hátt hitastig og þrýsting. Sintrunarhitastigið er almennt 500 – 900°C og þrýstingurinn er 20 – 50 MPa. Þetta ferli gerir kolefnisþráðunum kleift að mynda góða varmaleiðni með málminum og bætir skilvirkni varmadreifingar.
Frá flug- og geimferðaiðnaði til bílaiðnaðar og rafeindatækni, með stöðugri nýsköpun tækni og hagræðingu ferla, afar stuttarkolefnisþráðurmun skína á fleiri sviðum og veita nútímavísindum og tækni og iðnþróun meiri krafti.
Birtingartími: 20. des. 2024