
અદ્યતન કમ્પોઝિટ ક્ષેત્રના મુખ્ય સભ્ય તરીકે, અલ્ટ્રા-શોર્ટ કાર્બન ફાઇબર, તેના અનન્ય ગુણધર્મો સાથે, ઘણા ઔદ્યોગિક અને તકનીકી ક્ષેત્રોમાં વ્યાપક ધ્યાન ખેંચ્યું છે. તે સામગ્રીના ઉચ્ચ પ્રદર્શન માટે એક નવો ઉકેલ પૂરો પાડે છે, અને સંબંધિત ઉદ્યોગોના વિકાસને આગળ વધારવા માટે તેની એપ્લિકેશન તકનીકો અને પ્રક્રિયાઓની ઊંડાણપૂર્વકની સમજ જરૂરી છે.
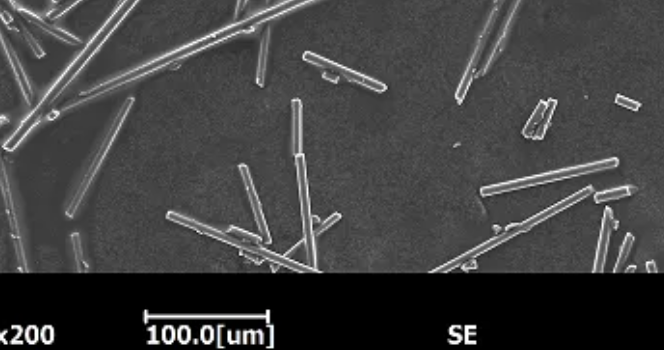
અલ્ટ્રાશોર્ટ કાર્બન ફાઇબરના ઇલેક્ટ્રોન માઇક્રોગ્રાફ્સ
સામાન્ય રીતે, અલ્ટ્રા-શોર્ટ કાર્બન ફાઇબરની લંબાઈ 0.1 – 5mm ની વચ્ચે હોય છે, અને તેમની ઘનતા 1.7 – 2g/cm³ ની ઓછી હોય છે. 1.7 – 2.2g/cm³ ની ઓછી ઘનતા, 3000 – 7000MPa ની તાણ શક્તિ અને 200 – 700GPa ની સ્થિતિસ્થાપકતાના મોડ્યુલસ સાથે, આ ઉત્તમ યાંત્રિક ગુણધર્મો લોડ-બેરિંગ સ્ટ્રક્ચર્સમાં તેના ઉપયોગ માટેનો આધાર બનાવે છે. વધુમાં, તેમાં ઉત્તમ ઉચ્ચ તાપમાન પ્રતિકાર છે, અને બિન-ઓક્સિડાઇઝિંગ વાતાવરણમાં 2000°C થી વધુ ઊંચા તાપમાનનો સામનો કરી શકે છે.
એરોસ્પેસ ક્ષેત્રમાં અલ્ટ્રા-શોર્ટ કાર્બન ફાઇબરની એપ્લિકેશન ટેકનોલોજી અને પ્રક્રિયા
એરોસ્પેસ ક્ષેત્રમાં, અલ્ટ્રા-શોર્ટ કાર્બન ફાઇબરનો ઉપયોગ મુખ્યત્વે મજબૂતીકરણ માટે થાય છેરેઝિનમેટ્રિક્સ કમ્પોઝિટ. ટેકનોલોજીની ચાવી એ છે કે રેઝિન મેટ્રિક્સમાં કાર્બન ફાઇબરને સમાનરૂપે વિખેરવામાં આવે. ઉદાહરણ તરીકે, અલ્ટ્રાસોનિક ડિસ્પરઝન ટેકનોલોજી અપનાવવાથી કાર્બન ફાઇબર એકત્રીકરણની ઘટનાને અસરકારક રીતે તોડી શકાય છે, જેથી વિક્ષેપ ગુણાંક 90% થી વધુ સુધી પહોંચે, જે સામગ્રી ગુણધર્મોની સુસંગતતા સુનિશ્ચિત કરે છે. તે જ સમયે, ફાઇબર સપાટી સારવાર તકનીકનો ઉપયોગ, જેમ કેકપલિંગ એજન્ટસારવાર, કરી શકે છેકાર્બન ફાઇબરઅને રેઝિન ઇન્ટરફેસ બોન્ડ સ્ટ્રેન્થમાં 30% - 50% નો વધારો થયો.
એરક્રાફ્ટ વિંગ્સ અને અન્ય માળખાકીય ઘટકોના ઉત્પાદનમાં, હોટ પ્રેસિંગ ટાંકી પ્રક્રિયાનો ઉપયોગ થાય છે. સૌ પ્રથમ, અલ્ટ્રા-શોર્ટ કાર્બન ફાઇબર અને રેઝિન ચોક્કસ પ્રમાણમાં પ્રિપ્રેગથી બનેલા મિશ્રિત થાય છે, જે હોટ પ્રેસ ટાંકીમાં સ્તરિત થાય છે. ત્યારબાદ તેને 120 - 180°C તાપમાન અને 0.5 - 1.5MPa ના દબાણ પર ક્યોર અને મોલ્ડ કરવામાં આવે છે. આ પ્રક્રિયા ઉત્પાદનોની ઘનતા અને ઉચ્ચ પ્રદર્શન સુનિશ્ચિત કરવા માટે સંયુક્ત સામગ્રીમાં હવાના પરપોટાને અસરકારક રીતે વિસર્જન કરી શકે છે.
ઓટોમોટિવ ઉદ્યોગમાં અલ્ટ્રા-શોર્ટ કાર્બન ફાઇબરના ઉપયોગ માટેની ટેકનોલોજી અને પ્રક્રિયાઓ
ઓટોમોટિવ ભાગોમાં અલ્ટ્રા-શોર્ટ કાર્બન ફાઇબર લાગુ કરતી વખતે, બેઝ મટિરિયલ સાથે તેની સુસંગતતા સુધારવા પર ધ્યાન કેન્દ્રિત કરવામાં આવે છે. ચોક્કસ સુસંગતતા ઉમેરીને, કાર્બન ફાઇબર અને બેઝ મટિરિયલ વચ્ચે ઇન્ટરફેસિયલ સંલગ્નતા (દા.ત.પોલીપ્રોપીલિન, વગેરે) લગભગ 40% વધારી શકાય છે. તે જ સમયે, જટિલ તણાવ વાતાવરણમાં તેનું પ્રદર્શન સુધારવા માટે, ફાઇબર ઓરિએન્ટેશન ડિઝાઇન ટેકનોલોજીનો ઉપયોગ ભાગ પરના તણાવની દિશા અનુસાર ફાઇબર ગોઠવણીની દિશાને સમાયોજિત કરવા માટે થાય છે.
ઓટોમોબાઈલ હૂડ જેવા ભાગોના ઉત્પાદનમાં ઈન્જેક્શન મોલ્ડિંગ પ્રક્રિયાનો ઉપયોગ ઘણીવાર થાય છે. અલ્ટ્રા-શોર્ટ કાર્બન ફાઇબરને પ્લાસ્ટિકના કણો સાથે મિશ્રિત કરવામાં આવે છે અને પછી ઉચ્ચ તાપમાન અને દબાણ દ્વારા મોલ્ડ કેવિટીમાં ઇન્જેક્ટ કરવામાં આવે છે. ઈન્જેક્શન તાપમાન સામાન્ય રીતે 200 - 280 ℃ હોય છે, ઈન્જેક્શન દબાણ 50 - 150 MPa હોય છે. આ પ્રક્રિયા જટિલ આકારના ભાગોના ઝડપી મોલ્ડિંગને સાકાર કરી શકે છે, અને ઉત્પાદનોમાં કાર્બન ફાઇબરનું સમાન વિતરણ સુનિશ્ચિત કરી શકે છે.
ઇલેક્ટ્રોનિક્સ ક્ષેત્રમાં અલ્ટ્રા-શોર્ટ કાર્બન ફાઇબર એપ્લિકેશનની ટેકનોલોજી અને પ્રક્રિયા
ઇલેક્ટ્રોનિક ગરમીના વિસર્જનના ક્ષેત્રમાં, અલ્ટ્રા-શોર્ટ કાર્બન ફાઇબરની થર્મલ વાહકતાનો ઉપયોગ મુખ્ય છે. કાર્બન ફાઇબરના ગ્રાફિટાઇઝેશન ડિગ્રીને ઑપ્ટિમાઇઝ કરીને, તેની થર્મલ વાહકતા 1000W/(mK) થી વધુ વધારી શકાય છે. દરમિયાન, ઇલેક્ટ્રોનિક ઘટકો સાથે તેનો સારો સંપર્ક સુનિશ્ચિત કરવા માટે, રાસાયણિક નિકલ પ્લેટિંગ જેવી સપાટી ધાતુકરણ તકનીક, કાર્બન ફાઇબરના સપાટી પ્રતિકારને 80% થી વધુ ઘટાડી શકે છે.
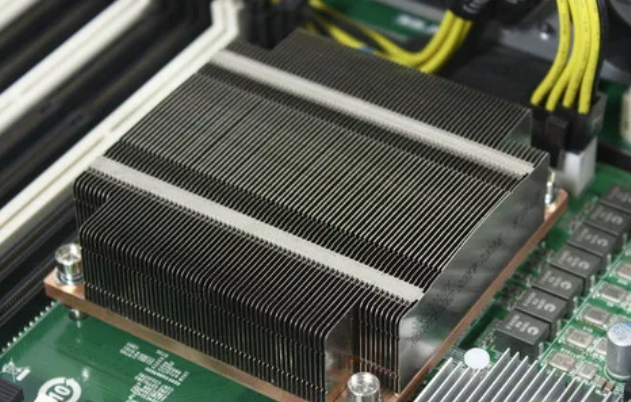
કોમ્પ્યુટર CPU હીટસિંકના ઉત્પાદનમાં પાવડર ધાતુશાસ્ત્ર પ્રક્રિયાનો ઉપયોગ કરી શકાય છે. અલ્ટ્રા-શોર્ટ કાર્બન ફાઇબરને મેટલ પાવડર (દા.ત. કોપર પાવડર) સાથે ભેળવવામાં આવે છે અને ઉચ્ચ તાપમાન અને દબાણ હેઠળ સિન્ટર કરવામાં આવે છે. સિન્ટરિંગ તાપમાન સામાન્ય રીતે 500 - 900°C હોય છે અને દબાણ 20 - 50 MPa હોય છે. આ પ્રક્રિયા કાર્બન ફાઇબરને ધાતુ સાથે સારી ગરમી વાહકતા ચેનલ બનાવવા માટે સક્ષમ બનાવે છે અને ગરમીના વિસર્જન કાર્યક્ષમતામાં સુધારો કરે છે.
એરોસ્પેસથી લઈને ઓટોમોટિવ ઉદ્યોગ અને ઇલેક્ટ્રોનિક્સ સુધી, ટેકનોલોજી અને પ્રક્રિયા ઑપ્ટિમાઇઝેશનના સતત નવીનતા સાથે, અલ્ટ્રા-શોર્ટકાર્બન ફાઇબરવધુ ક્ષેત્રોમાં ચમકશે, આધુનિક વિજ્ઞાન અને ટેકનોલોજી અને ઔદ્યોગિક વિકાસ માટે વધુ શક્તિશાળી શક્તિનો સંચાર કરશે.
પોસ્ટ સમય: ડિસેમ્બર-20-2024